Читать онлайн Сергей Гаврилов - Гидропресс: эскизы, расчеты
Введение
Инженер конструктор отдела гл.механика Гаврилов Сергей Фёдорович написал эту книгу для конструкторов и студентов механиков. Данная книга содержит эскизы близкие
к рабочим чертежам и расчет гидравлического пресса разработанного автором.
Описанный пресс сделан в нескольких экземплярах и пресса успешно работают, что подтверждает правильность выбранной схемы пресса, выбранных материалов и расчетных коэффициентов. Книга содержит много справочных материалов.
Пресс гидравлический
История
В производстве использовались гидравлические пресса фирмы Нельсон Винтер выпуска 1910 г. Пресса Нельсон Винтер были колонного типа, развивали усилие 360 тс. и работали от воды с давлением 220 кгс/ кв.см.
Основная операция, выполняемая на прессе – глубокое выдавливание стакана в глубокой матрице.
Основной недостаток данных прессов заключался в том, что гайки колонн невозможно было затянуть с усилием, исключающим раскрытие стыка при работе. При возникновении в процессе работы эксцентричных нагрузок – весь пресс отклонялся от вертикали, и резьба колонн заминалась, в соединениях возникал зазор, пресс при работе начинал качаться. После замятия резьбы – гайки подтянуть уже не получалось. Поковки получали разностенность, что приводило к браку.
Центрирование ползуна ( подвижной траверсы ) осуществлялось скольжением четырех разрезных бронзовых втулок, установленных в ползуне, по цилиндрическим колоннам.
При замене втулок в следствии износа всегда были проблемы по определению размеров внутреннего диаметра втулок. Внутренний диаметр втулок определялся от смещения колонн, от сдвига колонн, что весьма сложно замерить. Подгонка втулок была трудоемка.
В 1971 г. было решено сконструировать и изготовить новый пресс,
устранив недостатки пресса Нельсон Винтер.
В процессе эксплуатации все детали пресса Нельсон Винтер были задокументированы в рабочие чертежи. Почти на все детали были кальки.
При проектировании нового пресса детали пресса Нельсон Винтер были пересчитаны, проанализированы и полученные соотношения размеров сопряженных деталей
и коэф. прочности были взяты за основу как приоритетные перед литературными данными.
Положения для проектирования
Пресс выполнить рамной конструкции, с предварительным напряжением рамы c помощью термозатяжки стяжных шпилек.
Конструкцию рамы выполнить так, чтобы разборка цилиндров, ползуна и других деталей, заменяемых при ремонте, выполнялась без разборки рамы. Рама в сборе устанавливалась на монолитный железобетонный фундамент с приямком.
Размеры приямка допускали работу в приямке при ремонте выталкивателя и замену всех деталей выталкивателя, в том числе и траверсы выталкивателя без демонтажа рамы пресса. Конфигурация приямка задавалась сварным герметичным кессоном с толщиной стенок шесть мм.
Конфигурация фундамента обеспечивала равенство моментов сопротивления грунта относительно центра тяжести фундамента с установленным прессом.
Это необходимо для предупреждения отклонения пресса от вертикали с течением времени при слабых грунтах под прессом. Площадь основания фундамента рассчитывалась с учетом весьма слабой несущей способности грунта.
Фундаментные болты ( шпильки ) конструктивно выполнены с возможностью замены
без демонтажа рамы пресса. Фундаментные шпильки устанавливаются
нагретыми до 200 градусов С. в отверстия в фундаменте, которое выходило в нишу, выгороженную в фундаменте. Верхняя часть ниши представляла собой толстую стальную плиту с отверстием под фундаментный болт. Размеры ниши позволяли свободно накрутить нижнюю гайку на фундаментный болт.
На старом прессе Нельсон Винтер фундаментные болты приходилось ремонтировать – наваривать. Примечание: Новые пресса работают с 1975 г.
Ремонта фундамента и фундаментных шпилек, а также рам прессов в сборе не требовалось. Отклонения прессов от вертикали не наблюдалось.
Приямок фундамента снабжен шнековым насосом для откачки утечек воды
с окалиной и маслом.
# ........
Причины появления этой книги: Во времена СССР с конструкторской работой все было нормально. Если разработка не была секретной, то чертежами и расчетами охотно делились с конструкторами других заводов за символическую плату ( за стоимость копировальной работы ) а то и вовсе бесплатно. В паспортах оборудования прилагались альбомы чертежей деталей, которые могут понадобиться при ремонте.
По запросу с завода – проектными организациями высылались полные комплекты чертежей и другой тех. документации.
Конструктора были уважаемыми работниками, чертежи бережно хранились в технических архивах архивариусами. Как правило, конструктора работали отделами по несколько человек. При общении происходило взаимное обучение и обучение молодых конструкторов – была переемственность конструкторской школы.
Периодически конструкторов посылали в командировки на другие предприятия, где можно было ознакомиться с новыми технологиями и оборудованием.
Посылали на добавочную подготовку, к примеру, по гидроприводам или по станкам ЧПУ или по револьверным автоматическим линиям. Под новые заказы регулярно модернизировались станки, гидропривода станков и системы управления. Разрабатывалась специальная оснастка под техпроцессы. И, главное, все это делалось и внедрялось в производство. Этот процесс давал конструкторам неоценимый опыт.
В общем была возможность совершенствовать свою квалификацию конструктора.
После развала СССР и приватизации предприятий, картина резко изменилась. Новые хозяева ( в большинстве не особо технически грамотные ) стали жить одним днем.
В погоне за максимальной сюеминутной прибылью они сократили тех, кто непосредственно не выпускал товар на продажу. Под сокращение попали библиотекари, архивариусы чертежных архивов, конструктора по оборудованию, смотрители зданий. Затем начали продавать и резать на металлолом станки и оборудование, которое в ближайшем времени не задействовано в производстве. Затем начали освобождать помещения и целые здания в надежде их продать или задействовать под склады
или под офисы. Многие производства пропали, новые хозяева не сумели, не смогли наладить сбыт продукции. Проще продать оборудование и оборудовать склад под торговые операции.
Торговля значительно проще серьезного производства, прибыльней, и имеет быстрый оборот вложенных средств. Многие конструкторские бюро исчезли.
Из целого конструкторского бюро оставляли одного конструктора – какая уж тут конструкторская школа и переемственность. Модернизация оборудования стала большой редкостью, даже с ремонтами еле справлялись. Архивы чертежей без архивариусов либо пропали, либо превратились в бессистемную кучу папок в которой ничего не найдешь. Технические библиотеки несколько раз сокращались по занимаемым площадям и по штатам, многие затем просто исчезли – начальство говорит " Зачем библиотеки – все есть в интернете ". Конечно, сами они ничего не проектировали и дела этого не знают. А современный интернет живет за счет продаж, торговли – и реальные технические характеристики найти бывает невозможно, а что есть – хранят в сейфах- коммерческая тайна…
Проект предлагаемого к рассмотрению пресса получился довольно удачным.
Пресс сделали почти в десятке экземпляров. Все пресса этого проекта работают ( когда есть заказ ) без замечаний по конструкции. Вся документация по разработанному мной прессу без вести пропала. В архиве стались отдельные чертежи. Принял решение по памяти, по отрывочным записям восстановить то, что помню, все расчеты произвел заново. Решил, что со временем производство восстановится и технические знания вновь будут нужны.
Расчет пресса
Расчет гидравлического рамного пресса
( Разработан автором, эскизы выполнены автором по памяти. )

# .....
Исходные данные для проектирования:
Рабочее давление воды 220 кгс / кв.см.
Усилие прессования 480 тс.
Ход плунжера 1600 мм.
Усилие выталкивания 65 тс.
Ход выталкивателя 500 мм.
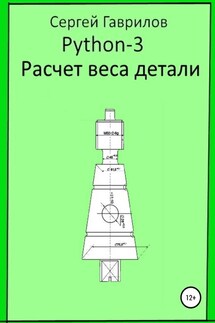
Главный плунжер
Расчет начинаем с плунжера рабочего цилиндра:
При рабочем усилии F = 480 000 кгс и давлении P = 220 кгс / кв.см. –
Площадь сечения плунжера S = F / P… S = 2181,8 кв.см. Что соответствует диаметру
Dп = 527 мм. Округляя принимаем диаметр плунжера Dп = 530 мм.
По соотношениям размеров бронзовых втулок и натяжного фланца цилиндра с пресса Нельсон Винтер задаем размеры аналогичных деталей для пресса 480 тс.
Работоспособность машины сильно зависит от разных мелких особенностей конструкции.
Поэтому в качестве иллюстрации приведены рисунки максимально приближенные к рабочим чертежам действующего пресса. Далее будут пояснены особенности деталей и конструкции в целом и чем эти особенности были вызваны.
При проектировании пресса выполнялось много расчетов деталей пресса Нельсон Винтер
для определения допускаемых напряжений и взаимного соотношения размеров элементов деталей…. Прилагаемые рисунки – итоговый результат.
Плунжер рабочего цилиндра

Особенности плунжера: При максимальном ходе плунжера вниз – плунжер своей цилиндрической частью должен полностью прилегать ко всей поверхности верхней бронзовой втулки цилиндра. При демонтированном пуансоне и матрице, плунжер с ползуном должен полностью выйти из цилиндра пресса, с возможностью демонтажа методом выдвижения в сторону из под пресса. В нижней части плунжера имеется конический заход для облегчения монтажа фланца амбаража ( нажимного фланца ) .
Цилиндрическая поверхность плунжера накатывается гладким роликом для достижения возможно меньшей шероховатости поверхности, затем подвергается закалке ТВЧ на максимальную твердость поверхности. Со временем плунжер изнашивается, на нем появляются глубокие риски нарушающие герметичность. При ремонте плунжера с проточкой наружной поверхности, рекомендуется наварить слой нержавеющей стали и восстановить чертежный размер. Нержавеющая сталь дает более гладкую и износостойкую поверхность после накатки ( испытано при ремонтах ). В верней части плунжера имеется резьбовое отверстие под рым болт для транспортировки к месту монтажа.
Перед монтажем плунжера в цилиндр – отверстие под рым болт закрывается резьбовой пробкой смазанной консервационной густой смазкой.
В литературе рекомендуется соединять плунжер с ползуном с помощью цилиндрических или конических посадок. При анализе работы пресса было принято решение выполнить сопряжение наиболее простое: Плоский торец плунжера упирается в плоскость ползуна. Практика показала – сопряжение работает без замечаний.
На Одесском прессе ПО 937 сопряжение ползун – плунжер было выполнено по цилиндрической посадке. При эксплуатации соединение становится весьма прочным из за коррозии и вызывает большие трудности в разборке при ремонте.
Главный цилиндр пресса
Рекомендации из литературы: А.Н. Банкетов Стр 298.
Данные из литературы:
Внутренний диаметр цилиндра делается на 10… 15 мм. больше диаметра плунжера.
W= sqrt( Z ) .. Функция извлечения квадратного корня из числа Z…
Пример: 3= sqrt( 9 )…
Наружный диаметр цилиндра:
Dn = Dv* sqrt( Bd / ( Bd – 1,7321 * P ))…
Где Dv – внутренний диаметр цилиндра в см.
Bd – допускаемое напряжение на разрыв в кгс / кв.см.
P – Давление в цилиндре в кгс / кв.см. P = 0,29 * Bd…
В этом случае вес цилиндра получается минимальным. На практике давление делают меньше на 70% и ближайшее по ГОСТу.
При возможности выбора рабочего давления: рекомендуется рабочее давление из ряда стандартных: ( таблица в конце книги ).
Похожие книги